PC塑料件管護墻板的透光比率為75%-90%,而是有優良的抗沖擊力耐磨性、抗彎強度、可塑性,是鋼結構建筑的原材料中會比較廣泛應運的開朗板,還就可以加工制作巨型大燈殼、探照大燈殼、防震燈,二手車、機票的窗有機玻璃等。擠壓出PC護墻板以使用K值56這的PC塑料件管原輔材料為宜,導致產品做成型會比較極易,抗裂縫的能力強。
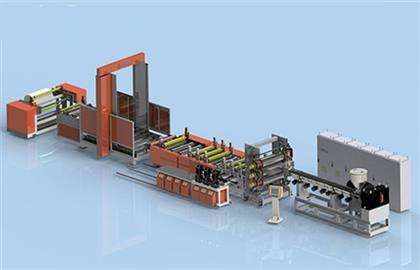
PC塑料管木板生產的技術: PC塑膠片在進行前必定開展粗糙,粗糙后馬上進行,或倒進密封貯罐中短期間包存,并好一點在100℃不低于隔熱,熔融單螺桿擠壓機攪拌桶應進行隔熱粗糙攪拌桶,溫應要保持在100℃不低于,攪拌桶內的料切勿小于30min的需求量。在熔融擠壓板料產量中里常用的是抽真空體粗糙和放熱床粗糙。抽真空體粗糙溫為100-120℃,料層寬度不小于25mm,粗糙時間8-12小時左右。 擠壓出PC朔膠木板材的擠壓出機大部分為單擠壓機螺母擠壓出機,擠壓機螺母為漸變背景型,L/D為20,壓解之比2-2.5。擠壓出機溫差把控好:1區220-230℃;十區230-240℃;3區240-250℃;4區250-270℃。壓縮機溫差把控好:左一240-250℃;左二230-240℃;中220-230℃;右二230-240℃;右一240-250℃。三輥壓光機溫差把控好:上輥120-135℃;中輥130-140℃;下輥140-150℃。


 WeChat
WeChat